



专业的重量检测与金属检测设备制造商
 当前位置:
当前位置: 广泛的应用于各种食品、药品、饮料等产品中的异物检测.实现多点遗漏检测,屏蔽分段检测,液位高度检测,高速剔除检测,远程遥控控制,综合实时管理等功能。
广泛的应用于各种食品、药品、饮料等产品中的异物检测.实现多点遗漏检测,屏蔽分段检测,液位高度检测,高速剔除检测,远程遥控控制,综合实时管理等功能。 食品x光异物检测机实现多点遗漏检测,屏蔽分段检测,液位高度检测,高速剔除检测,远程遥控控制,综合实时管理等功能。广泛的应用于各种食品、药品、饮料等产品中的异物检测。
食品x光异物检测机实现多点遗漏检测,屏蔽分段检测,液位高度检测,高速剔除检测,远程遥控控制,综合实时管理等功能。广泛的应用于各种食品、药品、饮料等产品中的异物检测。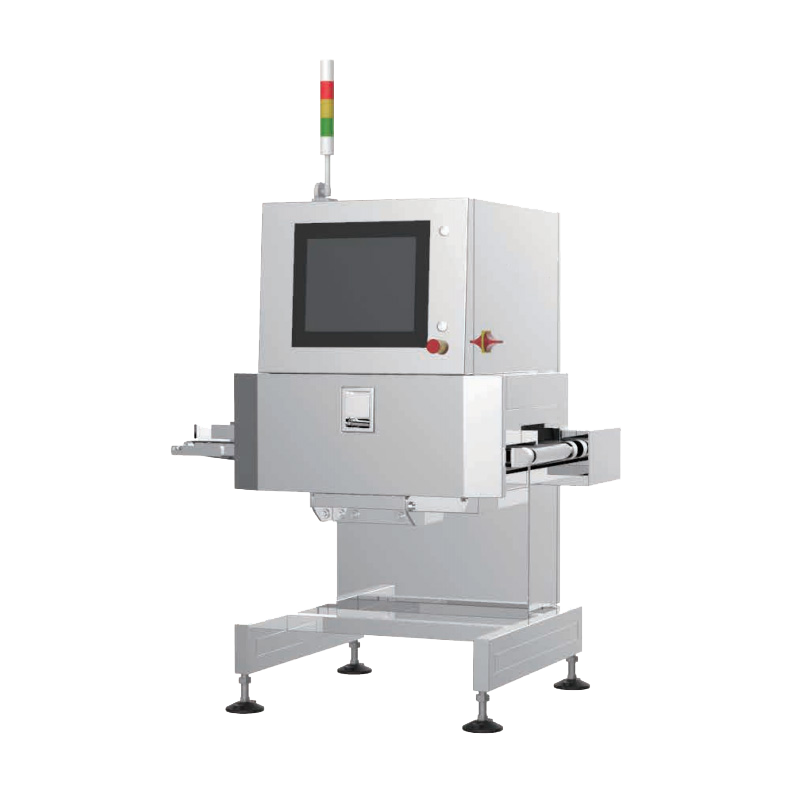 在食品等产品生产过程中,可以同时实现漏油漏料检测,重量分级,夹油夹料检测,异物检测&封口褶皱检测,可以最大程度地保障产品质量。工程化设计,标准化出品:标准化·模块化·智能化·数字化。
在食品等产品生产过程中,可以同时实现漏油漏料检测,重量分级,夹油夹料检测,异物检测&封口褶皱检测,可以最大程度地保障产品质量。工程化设计,标准化出品:标准化·模块化·智能化·数字化。 罐装食品X光检测机采用数字化电气拓扑结构,能从源头上控制核心部件的突发性故障,保障产线运行稳定可靠。减少传统色选机45%的,冗余控制模块。集成度高,抗干扰能力强。
罐装食品X光检测机采用数字化电气拓扑结构,能从源头上控制核心部件的突发性故障,保障产线运行稳定可靠。减少传统色选机45%的,冗余控制模块。集成度高,抗干扰能力强。
